fr.wedoany.com Rapport : L’initiation au pliage robotisé peut commencer par l’étape de retrait des pièces. Mike Ruediger, ingénieur principal en applications robotiques chez SafanDarley North America (situé à Waukesha, Wisconsin), propose des conseils par étapes aux ateliers envisageant d’adopter cette technologie. L’utilisation d’une presse plieuse requiert une certaine compétence, ce n’est pas une simple opération de prise et de dépôt, mais cette tâche est très répétitive, surtout lorsque le nombre de pièces augmente, et il est difficile de trouver des opérateurs qualifiés. Les tâches répétitives et physiquement exigeantes ne devraient pas occuper le temps des travailleurs expérimentés.
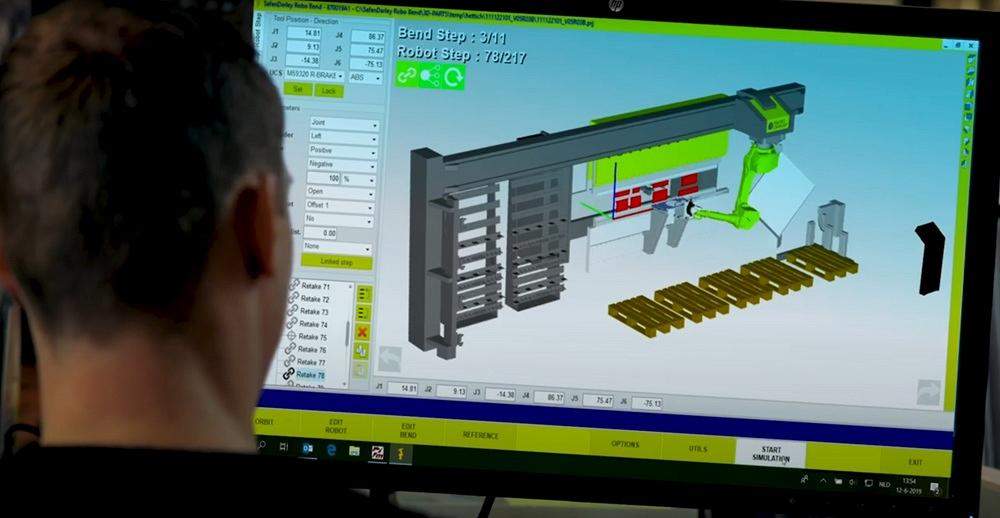
Le volume de production est un facteur clé pour déterminer l’automatisation. Ruediger souligne que toutes les pièces ne sont pas adaptées à l’automatisation, et que les résultats sont meilleurs lorsque les volumes sont élevés. Un volume élevé ne signifie pas nécessairement de grandes séries ; les technologies modernes, grâce à des réglages segmentés, au changement automatique d’outils et à la simulation hors ligne, permettent des stratégies complexes de flux de pièces, comme la production par kits. L’automatisation convient également aux familles de pièces similaires, comme les boîtiers, où les programmes peuvent être ajustés pour traiter des géométries spécifiques commandées fréquemment. Cependant, pour les pièces prototypes uniques, une presse plieuse manuelle peut être plus appropriée.
La taille des pièces est un autre facteur important. Le pliage robotisé excelle dans le traitement des pièces de très petite et très grande taille. Les petites pièces présentent un risque de pincement sur les anciennes presses plieuses dépourvues de systèmes de sécurité modernes, tandis que les grandes pièces augmentent les besoins en main-d’œuvre et posent des problèmes ergonomiques. Les opérateurs se fatiguent facilement lors du levage de grandes tôles, ce qui les empêche de soutenir complètement la pièce pendant le pliage, affectant ainsi la répétabilité du pliage.
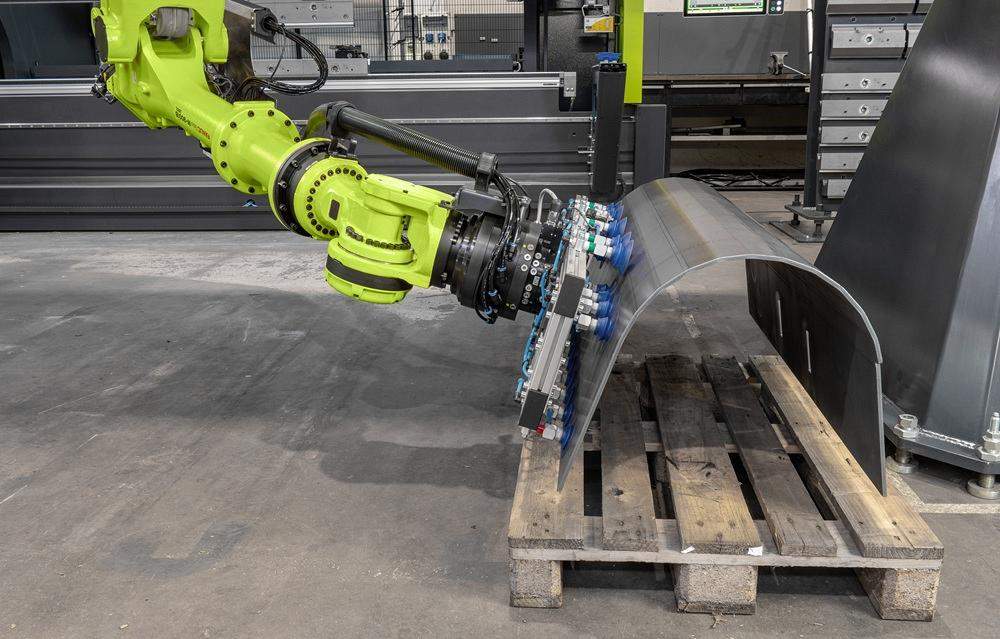
La détermination de la stratégie de l’effecteur terminal doit tenir compte de la composition des matériaux de l’atelier, en particulier la proportion de matériaux magnétiques. Pour les pièces en aluminium, seuls des préhenseurs mécaniques, comme des pinces et des ventouses, peuvent être utilisés, et non des aimants. Pour les matériaux magnétiques comme l’acier au carbone, les effecteurs terminaux magnétiques peuvent efficacement saisir une seule tôle d’une pile et éviter la préhension de deux tôles. Les effecteurs terminaux peuvent également combiner des ventouses et des pinces mécaniques : les pinces saisissent le bord, tandis que les ventouses attrapent au centre de gravité pour soutenir les grandes ailes. L’état de la surface de la pièce affecte la préhension ; par exemple, l’huile peut renforcer l’aspiration sous vide, mais peut augmenter le risque de glissement pendant le pliage. Des solutions sur mesure peuvent être conçues pour des défis spécifiques, comme l’utilisation d’un effecteur terminal « à broches », où un groupe de broches est inséré dans des trous d’extrusion sur la pièce brute et déployé pour fixer la pièce.

La méthode de déchargement des pièces formées influence la faisabilité de l’automatisation. Pour les pièces difficiles à empiler, un tapis roulant est une option. Les logiciels modernes peuvent simuler l’imbrication et la rotation de différentes pièces, permettant d’obtenir un empilement stable même pour des pièces apparemment non empilables. La cellule de pliage peut être conçue pour s’adapter à la fois aux chariots élévateurs et aux véhicules à guidage automatique pour les évacuer.
L’empilement des pièces brutes pose généralement moins de défis, mais les pièces avec des formes embouties ou des trous d’extrusion asymétriques peuvent poser problème. Les cellules de pliage robotisées peuvent traiter ces piles en prévoyant les décalages et en approchant sous un angle spécifique, et en effectuant un bref mouvement avant le levage complet pour garantir un dégagement net.
Les méthodes d’installation des robots incluent les portiques suspendus et les bases au sol. Les portiques suspendus peuvent être rapidement déplacés sur le côté, permettant à la presse plieuse automatisée de passer en mode manuel, mais ils peuvent être limités lors du traitement de certaines grandes pièces. Les robots à base au sol sont meilleurs pour soutenir les grandes pièces avec de longues ailes. La hauteur d’empilement des pièces pour les robots suspendus est également un facteur à considérer.

Les étapes intermédiaires pour garantir la fiabilité du processus incluent la mesure précise de la position des pièces ; la plupart des cellules de pliage sont encore équipées de butées de centrage. Le robot peut suivre le poinçon supérieur lors de son retrait après le pliage pour éviter que l’aile de retour élastique ne se coince dans le poinçon supérieur à col profond. L’utilisation de poinçons supérieurs étagés, combinant des pliages avec différents jeux d’ailes en un seul serrage, réduit le besoin de changement d’outils. Pour les machines équipées d’un porte-outils approprié et d’outils à tenon New Standard, un pliage étagé est possible, permettant au robot de passer à l’ensemble d’outils suivant sans avoir à retourner fréquemment la pièce.
Certaines cellules de pliage peuvent être équipées d’outils spéciaux tels qu’une table de pliage à la hollandaise, un outil de pliage à poste unique ou un outil rotatif à aile tournante. Le pliage robotisé peut également traiter les pliages à grand rayon et les pliages incrémentaux. Ruediger indique que partir de la fin, c’est-à-dire commencer par considérer les options de retrait des pièces, est une voie d’automatisation raisonnable. Si le nombre de pièces justifie l’effort et que les pièces finies peuvent être retirées de manière fiable de la cellule, le pliage robotisé devient une option réaliste et viable.
Texte compilé par Wedoany. Toute citation par IA doit mentionner la source « Wedoany ». En cas de contrefaçon ou d'autre problème, veuillez nous en informer rapidement ; nous modifierons ou supprimerons le contenu le cas échéant. Courriel : news@wedoany.com