fr.wedoany.com Rapport : EOS estime que le secteur de l'orthopédie et des prothèses (O&P) a longtemps considéré la fabrication additive comme un simple outil de prototypage, et que les principaux obstacles à la production clinique relèvent davantage des aspects opérationnels que techniques. À la veille de la conférence AMA: Healthcare 2026, qui se tiendra le 4 juin, cette entreprise basée à Munich, spécialisée dans la technologie laser sur lit de poudre, expose sa vision de l'évolution de l'impression 3D dans le domaine de la santé.
EOS est présente depuis plusieurs années sur le marché de l'orthopédie et des prothèses, avec des applications couvrant les semelles orthopédiques, les orthèses cheville-pied, les corsets dorsaux, les orthèses de genou, les pieds prothétiques et les casques pédiatriques. Au cœur de sa stratégie de production se trouve un portefeuille de matériels basé sur le débit. Prenons l'exemple des semelles orthopédiques : la machine d'entrée de gamme FORMIGA P 110 produit environ 60 pièces en 20 heures, la machine de milieu de gamme EOS P3 NEXT produit 282 pièces en 27 heures, et la grande machine EOS P 770 produit 777 pièces en 53 heures de fonctionnement sans surveillance. EOS souligne que ses coûts d'exploitation n'augmentent pas linéairement avec le nombre de systèmes, ce qui constitue un avantage différenciant par rapport aux technologies de lit de poudre concurrentes. Récemment, l'accent commercial s'est déplacé vers l'EOS P3 NEXT, où des temps de cycle plus rapides et une meilleure économie de procédé priment sur la conception fonctionnelle. Dave Krzeminski, responsable du développement commercial des polymères chez EOS, indique que la clé est d'accélérer le processus et de se concentrer sur les bénéfices économiques pour le client.
Le portefeuille de matériaux d'EOS est principalement composé de nylon 12 et de nylon 11, avec des variantes biocompatibles et l'élastomère TPU 1301. De nouvelles combinaisons de matériaux élargissent le champ des applications cliniques, notamment le nylon 12 950 HD compatible avec le polissage à la vapeur pour une finition de surface de qualité injection, la gamme Arkema Pebax offrant différents rapports rigidité/flexibilité, la mousse TPU expansible et le TPE 410 biosourcé. Parmi eux, la polycétone PK 5000 combine une résistance élevée à la traction et un allongement élevé à la rupture, permettant de retrouver sa forme après une déformation importante. Krzeminski note que les emboîtures prothétiques sont un domaine d'application approprié pour cette combinaison de propriétés.
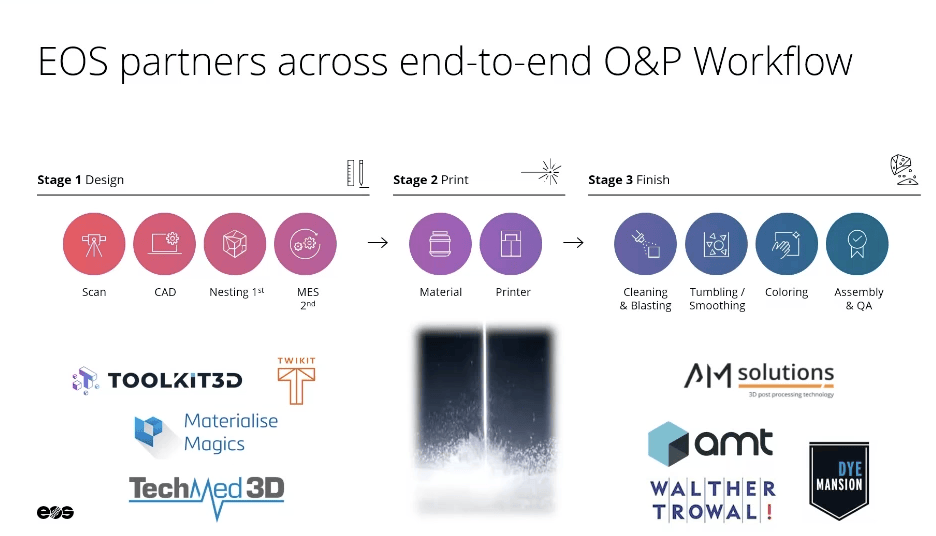
La manipulation de la poudre reste un défi opérationnel persistant dans le procédé SLS. Le dépoudrage peut devenir une étape limitante. EOS assure la finition aval via un écosystème de partenaires, et les systèmes de dépoudrage automatisés peuvent éliminer les étapes manuelles pour 80 à 90 % des pièces. Concernant le débat entre centralisation de la production et dispersion clinique, Krzeminski se montre prudent, indiquant que certaines applications continueront d'utiliser des hubs centralisés, et que la rapidité de l'impression sur site doit être mise en balance avec le volume de production et les frais de mise en place. En revanche, les emboîtures prothétiques, en raison de leur importance cruciale pour l'ajustement, rendent la production au point de soins plus naturelle.
La stratégie axée sur le débit d'EOS reflète une évolution plus large dans le domaine de l'orthopédie et des prothèses : la personnalisation seule n'est plus un facteur de différenciation ; c'est la personnalisation à grande échelle qui est essentielle. Avec le vieillissement de la population et la demande croissante d'interventions orthopédiques, les fabricants sont sous pression pour industrialiser leurs flux de travail. Cette tendance se manifeste déjà sur le marché du SLS, par exemple avec le lancement de nouveaux systèmes par TPM3D au salon Formnext 2025, et l'introduction par 3D Systems d'un contrôle thermique avancé pour le SLS 380, ainsi que l'extension de son portefeuille de matériaux. L'échelle, l'économie et la maturité du matériel convergent vers le SLS en tant que technologie de production privilégiée pour l'O&P.