fr.wedoany.com Rapport : La machine de mise en carton et de palettisation de type MZ3 peut intégrer plusieurs étapes du conditionnement secondaire des vaccins, telles que la mise en carton, le marquage, l'étiquetage et l'association des codes de suivi des médicaments, le scellage et la palettisation, permettant une automatisation complète du flux. Elle résout efficacement les problèmes des lignes de conditionnement traditionnelles, tels que la dispersion des étapes, une mauvaise coordination entre les équipements et une intervention manuelle excessive. Cet équipement réalise l'automatisation complète du processus via un automate programmable industriel (PLC) et un écran tactile HMI.
Le conditionnement des vaccins est directement lié à la sécurité du transport, à la stabilité du stockage et à la sécurité de l'utilisation clinique, constituant un maillon essentiel du contrôle qualité. Actuellement, de nombreuses petites et moyennes entreprises pharmaceutiques en Chine sont encore confrontées à des problèmes sur leurs lignes de conditionnement, tels que la dispersion des étapes, un faible niveau d'automatisation des équipements, une mauvaise coordination entre les multiples équipements, une intervention manuelle excessive, une traçabilité difficile des données de production, et des difficultés à garantir la précision et la cohérence du conditionnement. Ces problèmes limitent l'efficacité de la production et entraînent des risques de qualité et de conformité réglementaire. La machine de mise en carton et de palettisation peut être connectée aux étapes de conditionnement secondaire des lignes de conditionnement de vaccins existantes. Elle est optimisée en termes de compacité de l'agencement, de contrôle de la consommation d'énergie et d'adaptabilité opérationnelle, constituant une solution privilégiée pour la modernisation automatisée des lignes de conditionnement.
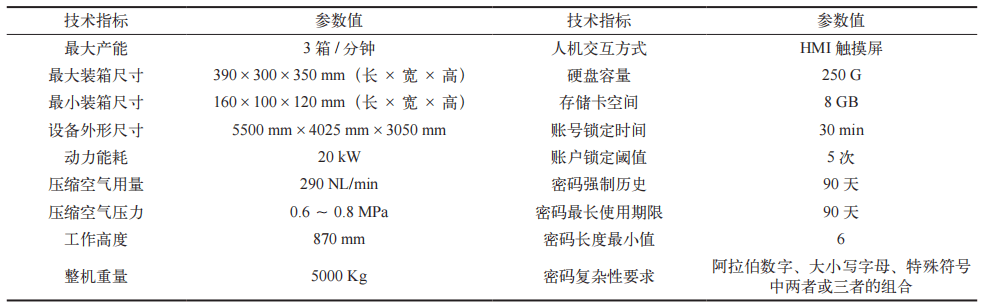
Prenons l'exemple de la machine de mise en carton et de palettisation de type MZ3 utilisée dans la pratique de modernisation d'une ligne de conditionnement de vaccins d'une entreprise. Ses paramètres techniques clés sont présentés dans le tableau 1. Les principaux postes de travail de cet équipement comprennent l'alimentation en boîtes, l'empilage des boîtes, la poussée des boîtes, l'insertion des produits dans les cartons, l'alimentation en cartons, l'ouverture des cartons, la mise en carton, le scellage des cartons, l'application de ruban adhésif, l'étiquetage des codes de suivi des médicaments, le scan et l'association des codes de suivi des médicaments, et la palettisation des cartons en sortie. Chaque poste fonctionne en synergie programmée pour réaliser un flux de travail entièrement automatisé. L'utilisation d'un PLC associé à un écran tactile HMI permet un réglage précis des paramètres de l'équipement et une connexion sans interruption avec les équipements en amont de la ligne de conditionnement de vaccins existante, assurant un flux continu des matériaux.
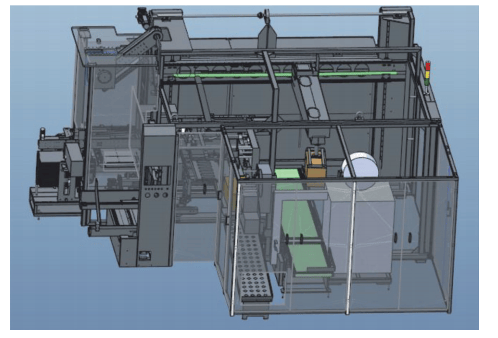
La machine de mise en carton et de palettisation assure l'ensemble des opérations de conditionnement secondaire sur la ligne de conditionnement des vaccins. Le processus est le suivant : poste d'alimentation en boîtes (connexion à la machine de mise en boîte en amont) → poste d'empilage des boîtes (empilage des boîtes de médicaments selon les exigences de conditionnement) → poste de poussée des boîtes (poussée précise des boîtes de médicaments vers le poste de mise en carton) → poste d'insertion des produits dans les cartons → poste d'alimentation en cartons (alimentation automatique des cartons d'emballage extérieurs vierges) → poste d'ouverture des cartons (formage automatique des cartons d'emballage extérieurs) → poste de mise en carton (insertion précise des boîtes de médicaments dans les cartons) → poste de scellage des cartons → poste d'application de ruban adhésif (conforme aux exigences de conditionnement des vaccins) → poste d'étiquetage et d'association des codes de suivi des médicaments (collage automatique des étiquettes de codes de suivi des vaccins, rejet automatique des produits non conformes) → poste de cerclage (serrage des cartons) → poste de palettisation des cartons en sortie (palettisation des cartons de produits finis selon les exigences de stockage des vaccins). Cet équipement réalise le contrôle coordonné de chaque poste via le PLC.
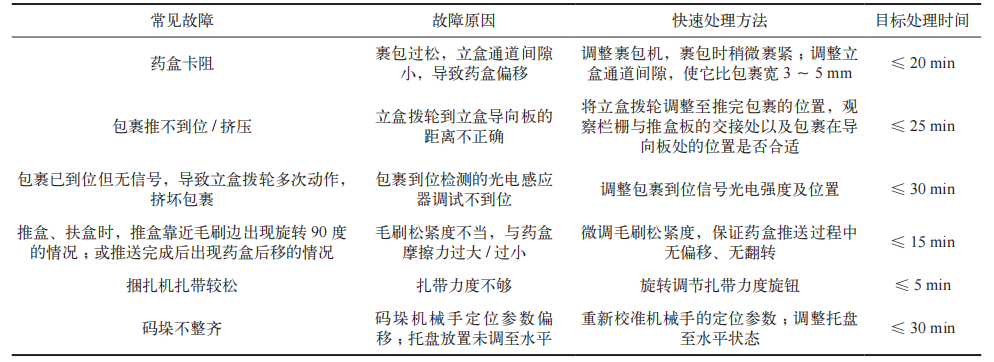
Pour la machine de mise en carton et de palettisation de type MZ3, une « Procédure Opératoire Standard (SOP) d'utilisation et de nettoyage pour la machine de mise en carton et de palettisation de type MZ3 » a été rédigée, couvrant l'ensemble du processus : démarrage, fonctionnement, arrêt, nettoyage et traitement des pannes. Par exemple, avant le démarrage, il est nécessaire de vérifier que la pression de l'air comprimé atteint 0,6 à 0,8 MPa et de confirmer le bon état de l'alimentation principale et des dispositifs de sécurité. En combinant la pratique d'application, les pannes courantes rencontrées pendant le fonctionnement de l'équipement, leurs causes et les méthodes de traitement rapide ont été résumées, et le temps de traitement cible pour chaque panne a été défini, comme indiqué dans le tableau 2.
La maintenance quotidienne de l'équipement suit les principes de propreté, de maintenance préventive et de traçabilité requis par les BPF (Bonnes Pratiques de Fabrication). Après la production, un nettoyage complet et une inspection des composants de l'équipement sont nécessaires, y compris la vérification de l'usure des courroies synchrones, des ventouses et des joints à rotule des robots de préhension des boîtes et de palettisation, la vérification de l'étanchéité des ventouses d'ouverture des cartons, la lubrification des pièces mécaniques, le nettoyage de la poussière et des résidus de matériaux à l'intérieur de la cercleuse et à chaque poste, et la vérification de la solidité des connexions du système électrique.
La valeur d'application fondamentale de la machine de mise en carton et de palettisation réside dans l'optimisation de l'intégration du processus. Elle peut améliorer globalement le niveau de fonctionnement de la ligne de conditionnement des vaccins en termes d'efficacité de production, de contrôle qualité et de gestion de la conformité. Grâce au système de contrôle centralisé par PLC, l'équipement intègre plusieurs étapes en une ligne de production automatisée fluide et continue, éliminant les pertes de production dues à la faible efficacité du transport manuel et à la mauvaise coordination entre les équipements. En matière de contrôle qualité, l'exploitation automatisée et le contrôle de haute précision réduisent considérablement l'intervention manuelle dans les opérations de production. L'association des codes de suivi des médicaments de deuxième et troisième niveaux est réalisée par scan automatique, réduisant le risque d'erreurs d'association dues aux facteurs humains. La conception de l'équipement est conforme aux normes BPF, dispose de fonctions complètes d'enregistrement des données, assure la traçabilité de l'ensemble du processus et réduit les risques de gestion de la conformité.
Texte compilé par Wedoany. Toute citation par IA doit mentionner la source « Wedoany ». En cas de contrefaçon ou d'autre problème, veuillez nous en informer rapidement ; nous modifierons ou supprimerons le contenu le cas échéant. Courriel : news@wedoany.com