fr.wedoany.com Rapport : L’entreprise allemande de génie mécanique Sonplas GmbH a lancé un procédé d’usinage par extrusion abrasive à haute pression appelé HERO (HydroEROsive machining), spécialement conçu pour la finition de composants clés des systèmes d’injection de carburant des moteurs à combustion interne (injecteurs, buses, rampes communes, corps ou têtes de pompe à carburant). Ce procédé permet d’ébarber et d’arrondir les bords d’alésages d’un diamètre compris entre 0,1 et 5 mm, et d’effectuer un calibrage du débit pour différents fluides, offrant ainsi une solution de contrôle précis des fluides pour les scénarios d’injection à haute pression.
L’année 2026, en tant que début du 15e plan quinquennal, place le développement de haute qualité et l’économie durable au cœur des enjeux. Dans le domaine de la motorisation automobile, les technologies d’injection directe essence (Gasoline Direct Injection) et d’injection diesel à rampe commune haute pression continuent d’évoluer. Le procédé HERO de Sonplas est considéré comme l’une des technologies d’application clés pour améliorer l’efficacité des systèmes d’injection de carburant des moteurs à combustion interne.

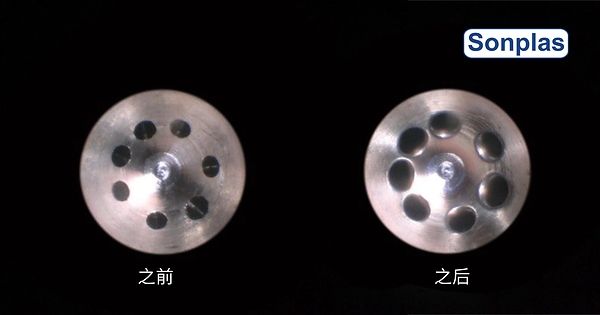
Dans le procédé HERO, un liquide contenant des particules abrasives mélangées est pompé à haute pression dans la géométrie interne de la pièce, permettant ainsi l’ébarbage, l’arrondi des bords et le calibrage du débit des alésages. Selon l’entreprise, plus de la moitié des buses d’injection diesel dans le monde utilisent déjà cette méthode pour le calibrage du débit. Ce procédé, en simulant un pré-vieillissement artificiel des composants, contribue à obtenir des performances stables et constantes tout au long de leur durée de vie, et améliore considérablement la résistance à haute pression des pièces, réduisant ainsi l’usure dans des environnements de pression extrême. L’ébarbage ne concerne pas seulement la fonctionnalité, mais peut également améliorer la conception ergonomique ou l’aspect esthétique.
Les caractéristiques du fluide de procédé peuvent être spécialement adaptées à la pièce à usiner, en optimisant les paramètres rhéologiques pour obtenir la vitesse d’écoulement, la géométrie et le degré d’arrondi souhaités. Le fluide peut être à base d’huile minérale ou d’eau, avec une plage de viscosité ajustable de 0,5 à plusieurs dizaines de milliers de mPa·s. Le type, la concentration et la distribution granulométrique des particules abrasives sont essentiels pour le taux d’enlèvement de matière et la qualité de surface ; des matériaux céramiques à haute dureté tels que le carbure de bore, l’alumine ou même le diamant de synthèse peuvent être utilisés. De plus, des additifs spécifiques peuvent être ajoutés au fluide abrasif pour fournir une protection efficace contre la corrosion aux pièces usinées. Grâce à une conception intelligente du procédé, cette technologie peut répondre aux niveaux de propreté spécifiés par les normes VDA19 ou ISO16232, évitant ainsi des étapes de post-traitement supplémentaires coûteuses. Sonplas propose également une version aqueuse du fluide de procédé, offrant des avantages environnementaux et une faible empreinte carbone.
La gamme de matériaux usinables est large, incluant l’acier, l’acier inoxydable, l’aluminium, le magnésium, ainsi que des métaux précieux comme l’or, l’argent et le platine. De plus, des matériaux tels que le carbure cémenté, le verre, la céramique, le plastique et les composites à fibres peuvent également être usinés.
Prenons l’exemple du calibrage du débit : dans la technologie des moteurs, le débit initial d’un injecteur après usinage par électroérosion est de 900 ml/min. Après arrondi des bords d’entrée des trous d’injection par le procédé HERO, le coefficient de débit peut augmenter de 10 % à 40 %, portant le débit à 1000 ml/min. La dispersion du débit des alésages après électroérosion est de ±3 %, tandis qu’après le procédé HERO, la précision de la dispersion peut être améliorée à ±1 %. Les opérateurs peuvent ajuster précisément les paramètres en fonction des besoins et définir la plage de tolérance du débit à l’aide du contrôle du procédé.
Sonplas peut équiper le système d’une table rotative, permettant aux opérations d’usinage abrasif, de rinçage et de mesure du débit de s’exécuter en parallèle, chaque pièce pouvant passer par un maximum de huit postes. L’équipement fonctionne dans un système fermé pour réduire les erreurs de manipulation humaine ; l’opérateur n’a qu’à effectuer le chargement manuel ou le changement de palette. Pour des besoins de production à plus haut volume, le système prend en charge le chargement automatisé, par exemple avec un module robotique. Selon Tina Yu, responsable des ventes pour la région Chine de l’entreprise, le système est équipé d’un contrôle de débit et d’un maître-étalon ; le logiciel intégré introduit le maître-étalon dans le processus à intervalles définis et effectue des contrôles réguliers. Le système prend également en charge la connexion à des bases de données et à des systèmes MES, et assure une traçabilité complète des données d’usinage via le DMC (Data Matrix Code).

Outre l’industrie automobile, ce procédé de finition est déjà appliqué dans les domaines de l’aéronautique, de l’horlogerie et de la technologie médicale. Fondée en 1993 et basée à Straubing, en Bavière (Allemagne), Sonplas GmbH se spécialise dans le développement d’équipements spécialisés flexibles et évolutifs, couvrant des domaines tels que la mobilité électrique, la production de batteries, la technologie de l’hydrogène, l’usinage par abrasif liquide, les systèmes d’injection de carburant, l’électronique ou la mécatronique, la technologie hydraulique et l’aérospatiale. Sa filiale en propriété exclusive en Chine est Sonplas Automation (Kunshan) Co., Ltd.
Texte compilé par Wedoany. Toute citation par IA doit mentionner la source « Wedoany ». En cas de contrefaçon ou d'autre problème, veuillez nous en informer rapidement ; nous modifierons ou supprimerons le contenu le cas échéant. Courriel : news@wedoany.com