

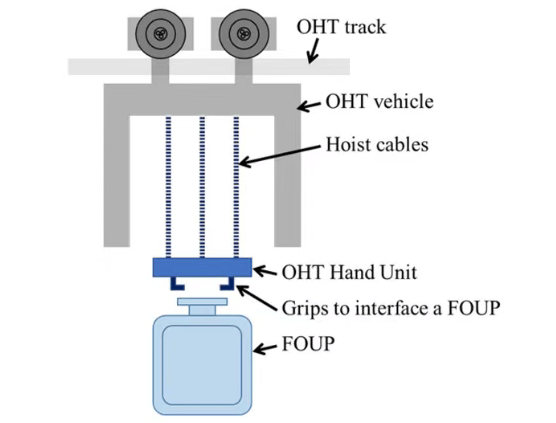
fr.wedoany.com Rapport : Dans le domaine de la fabrication de semi-conducteurs, l’OHT (Overhead Hoist Transfer), soit le système de transport par pont roulant, est un équipement de manutention automatisé installé sur des rails aériens au plafond des usines. Ce système, grâce à un mécanisme de levage entraîné par courroie, accède directement aux ports de chargement des équipements de traitement pour saisir et transporter les FOUP (Front-Opening Unified Pods). Il est largement considéré comme la solution de transport dominante pour les usines de plaquettes de 300 mm et les générations futures d’usines.
Composition du système et architecture de base
En tant que sous-système central du système de manutention automatisé des matériaux (AMHS), l’architecture complète de l’OHT comprend deux parties principales : le matériel et le logiciel de contrôle.
La couche matérielle inclut : un système de rails installé le long du plafond, dont la longueur peut dépasser 50 km dans les usines avancées, avec plus de 5 000 intersections ; le corps principal de l’OHT se déplaçant le long des rails, avec une capacité de charge généralement comprise entre 15 et 20 kg et une vitesse de déplacement réglable ; un mécanisme de levage pour un positionnement vertical précis, devant s’adapter à la hauteur des ports de chargement des différents équipements ; un mécanisme de préhension et de dépôt pour saisir le FOUP ; ainsi qu’un système d’alimentation électrique (par rail conducteur ou induction) supportant un fonctionnement continu 7j/7 et 24h/24.
La couche de contrôle logiciel est composée du système de contrôle des matériaux (MCS), du contrôleur de chariot de transport (TSC) et du contrôleur d’équipement de stockage (STC), qui fonctionnent en synergie. Le MCS est responsable de l’interface avec le système d’exécution de la fabrication (MES), recevant les instructions globales de transport et les transmettant aux différents contrôleurs ; le TSC gère l’état et l’affectation des tâches de chaque OHT ; le STC gère les informations sur les FOUP dans les équipements de stockage. Les différents niveaux communiquent en temps réel par voie sans fil, et le serveur central peut reconstituer une image complète des mouvements de chaque équipement dans l’usine, à la manière d’un centre de contrôle du trafic surveillant le flux de véhicules urbains.
Processus de travail et principe de fonctionnement
Le processus opérationnel de l’OHT peut être résumé en quatre étapes : « réception des instructions, planification du trajet, exécution du transport, et livraison précise ». Tout d’abord, le système MCS reçoit les demandes de transport de matériaux du MES, analyse les informations telles que l’équipement cible, la priorité des étapes et le type de conteneur, puis les transmet au TSC correspondant. Ensuite, le TSC planifie un OHT inactif, calcule le chemin optimal du point de départ au point d’arrivée en fonction de la topologie des rails, et contrôle le déplacement du chariot le long des rails.
Lorsque l’OHT s’approche de la position cible, le système passe en mode basse vitesse, réalise un positionnement millimétrique via des capteurs de position, ajuste la hauteur du mécanisme de levage, puis le mécanisme de préhension et de dépôt effectue la saisie ou le dépôt du FOUP. Pendant tout le processus de transport, la vitesse moyenne de l’OHT sur les rails droits peut atteindre 5 m/s (18 km/h), et de 1 m/s (3,6 km/h) sur les rails courbes. Dans les usines avancées, le temps de transport unique (incluant l’attente, le déplacement, la saisie et le dépôt) est d’environ 18 à 25 secondes, le système peut effectuer des centaines de milliers de déplacements par jour, et la disponibilité du système doit être maintenue à plus de 99,99 %.
Indicateurs de performance clés et points techniques essentiels
Les paramètres centraux du système OHT couvrent la précision de positionnement, les performances opérationnelles, le contrôle des vibrations et la propreté. Les procédés avancés exigent une erreur de positionnement horizontal ne dépassant pas ±0,1 mm, une erreur d’alignement vertical ne dépassant pas ±0,2 mm, une vitesse maximale de fonctionnement de 3,0 à 3,5 m/s, et un cycle de préhension et de dépôt inférieur à 5 secondes. Le contrôle des vibrations est un facteur clé affectant le rendement des procédés avancés ; pour le nœud de 3 nm, l’accélération vibratoire pendant le transport doit être inférieure à 0,2 G, faute de quoi elle pourrait entraîner un dépassement des tolérances d’alignement en lithographie. Pour supprimer les vibrations, les OHT haut de gamme adoptent généralement une technologie d’entraînement par lévitation magnétique, éliminant les vibrations de friction grâce à un transfert sans contact, permettant un démarrage et un arrêt précis et contrôlables, tout en évitant la contamination particulaire due aux lubrifiants, avec un niveau sonore pouvant être inférieur à 55 dB.
En matière de solutions de positionnement, le positionnement par barre codée de type Gray, grâce à sa forte capacité anti-interférence (insensible à la poussière et aux interférences électromagnétiques) et une précision pouvant atteindre ±2 mm, est devenu le choix dominant dans les Fab haut de gamme ; le positionnement par codeur est moins coûteux mais sujet au glissement, adapté aux procédés matures ; la télémétrie laser est utilisée dans des scénarios personnalisés. De plus, le système OHT dispose d’une capacité de suivi d’état en temps réel, permettant de surveiller les anomalies de température, de vibration, etc., des plaquettes pendant le transport, et de réagir rapidement pour garantir la sécurité du transport.
Avantages applicatifs et état actuel de l’industrie
Par rapport aux véhicules à guidage automatique au sol (AGV) ou aux convoyeurs à bande, le système OHT présente des avantages significatifs sur plusieurs dimensions. Son installation en hauteur n’occupe pas d’espace au sol, améliorant ainsi le taux d’utilisation de la surface des salles blanches ; son fonctionnement entièrement automatisé réduit le contact direct entre le personnel et les matériaux, diminuant le risque de contamination particulaire ; le transport à grande vitesse réduit le temps de cycle des matériaux, augmentant ainsi l’efficacité globale de la production ; en même temps, l’automatisation contribue également à réduire les coûts de main-d’œuvre et de maintenance, et garantit la continuité de la production grâce à une grande stabilité opérationnelle.
Du point de vue de la structure du marché, le marché mondial des systèmes OHT est depuis longtemps dominé par des entreprises telles que Daifuku et Murata Machinery au Japon, avec une concentration très élevée sur le marché des Fab de 12 pouces haut de gamme. Selon les estimations des études de marché, la taille du marché chinois de l’OHT devrait atteindre 6,81 milliards de yuans en 2026. Des fabricants chinois tels que Miefer Technology, Huaxin Equipment, Chengchuan Technology et Zhijianeng ont déjà réalisé des percées sur certaines lignes de production, mais des écarts subsistent en termes de précision de positionnement (environ ±0,1 mm pour la Chine contre ±0,05 mm au niveau international), de vitesse de fonctionnement (3,5 m/s pour la Chine contre 4,0 m/s au niveau international) et de contrôle des vibrations (0,5 μm/s pour la Chine contre 0,1 μm/s au niveau international). Avec l’expansion à grande échelle des usines de plaquettes chinoises et l’accélération du processus de substitution nationale, le système OHT devrait devenir la prochaine piste majeure pour une percée complète dans le domaine des équipements pour semi-conducteurs.










